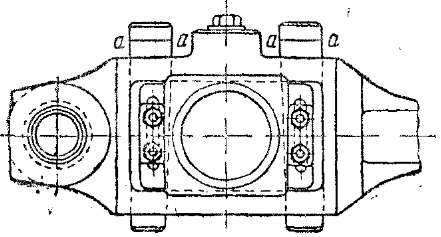
Фиг. 147. Центровой подшипник
| <<< | Оглавление | -351- | Указатель | >>> |
гранью дышловой рамки (фиг. 147). Отметив, таким образом, положение заднего клина при полной затяжке, ослабляют его; затем повторяют эту операцию с передним клином. После этого крепят подшипник обоими клиньями с таким расчётом, чтобы расстояние от рисок а-а до верхней грани рамки у обоих клиньев было одинаковым. Риски а-а на обоих клиньях закернивают и при их помощи контролируют положение центра подшипника при последующих креплениях дышловых клиньев в процессе работы паровоза.
Фиг. 147. Центровой подшипник
Второй способ. Крепление центрового подшипника осуществляется при помощи простого контрольного приборчика (фиг. 148). Так же как и в первом случае, после проверки и установки дышел по центрам прикладывают дугу приборчика в промежуточной галтели ведущего пальца и наносят на рамке дышла контрольный керн для последующих проверок крепления клиньев в процессе работы паровоза. Такой метод проверки установки дышел может применяться в том случае, если при обточке пальцев колёсных пар проверяются и галтели.
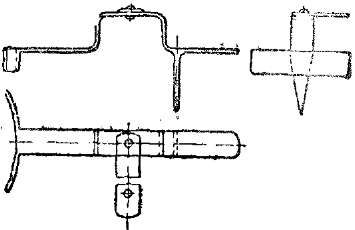
Фиг. 148. Прибор для крепления дышловых клиньев
Если игла прибора не совпадает с центром керна, ранее нанесённого на рамке дышла, то это означает, что центр подшипника смещён. В этом случае машинист путём подъёмки или осаживания клиньев должен отрегулировать их до точного совпадения острия игл с центром керна. Только после этого окончательно крепят клинья и подшипник ставится «на ход».
По окончании крепления клиньев и установки подшипников «на ход» буксовые клинья должны быть равномерно отпущены и отрегулированы.
Правильно приготовленная подбивка должна возможно дольше сохранять свою упругость и тем самым обеспечивать прилегание к шейке оси; она должна быть хорошо пропитана смазкой, быть чистой и не содержать посторонних предметов (металлической стружки и пр.).
Приготовление подбивочного материала производится так: смазку, заранее отстоенную и профильтрованную, прогревают в специальном бачке до температуры 60—70° и держат в ней подбивочные концы в течение не менее 12 час. При таком способе 1 кг подбивочных концов впитывает в себя до 5 кг смазки.
| <<< | Оглавление | -351- | Указатель | >>> |