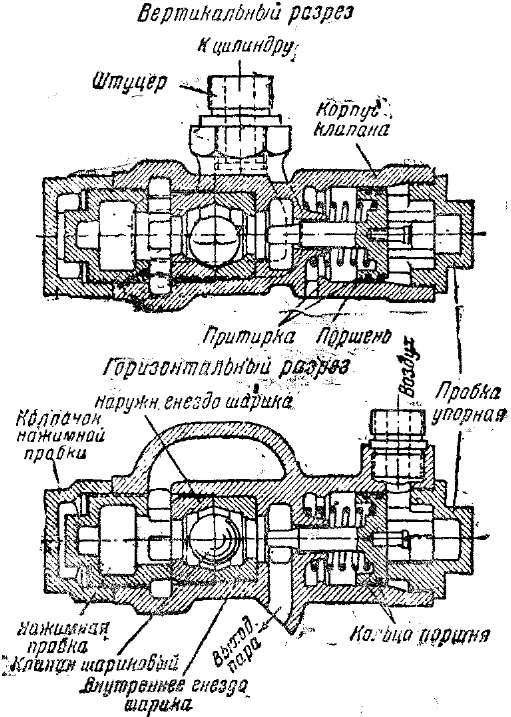
Фиг. 145. Цилиндровый продувательный клапан паровозов серий ФД и ИС
| <<< | Оглавление | -347- | Указатель | >>> |
новыми. В собранном виде поршенёк должен свободно перемещаться в пределах своего хода и при вертикально поставленном корпусе подниматься в верхнее положение усилием пружины.
Обе половины гнезда шарика должны иметь совершенно чистую и гладкую внутреннюю поверхность. При наличии выбоин (особенно в нижней части гнезда), образуемых шариковым клапаном, обе половинки гнезда проверяются на станке и в случае необходимости заменяются новыми. Внутренняя половинка гнезда должна плотно входить в корпус, а наружная — на свободной посадке, причём кромки обеих половинок гнезда притираются между собой. Шариковый клапан при наличии неровностей, тёмных пятен и выедин на поверхности заменяется новым.
Перед постановкой на место собранного после ремонта цилиндрового продувательного клапана проверяется сжатым воздухом, хорошо ли притёрт шариковый клапан, не имеют ли пропуска уплотняющие кольца воздушного цилиндрика.
Проверка на плотность производится следующим образом. Сперва присоединяют к паровому штуцеру воздушную трубку и пропускают сжатый воздух. Если шарик плотно притёрт, то никакого пропуска воздуха не должно быть.
После этого присоединяют воздушную трубку к её штуцеру и, выпуская по ней сжатый воздух, проверяют плотность пригонки колец воздушного цилиндрика, а также и плотность притирки воздушного поршенька к своему седлу.
Обнаруженные при этом недостатки устраняются, и лишь после этого клапан ставится на место.
Указанная проверка производится после того как все трущиеся и притирочные поверхности клапана смазаны тонким слоем машинного масла.
Фиг. 145. Цилиндровый продувательный клапан паровозов серий ФД и ИС
Перед постановкой цилиндрового продувательного клапана на место стержнем очищается от нагара отверстие в стенке цилиндра. При этом особое внимание надо обращать на плотность соединения в штуцерах. Нужная плотность достигается путём подматывания под штуцеры тонких промасленных асбестовых плетёнок.
| <<< | Оглавление | -347- | Указатель | >>> |