Фиг. 133. Водопробный краник
| <<< | Оглавление | -331- | Указатель | >>> |
ф) смена негодных воздухопроводных рукавов между паровозом и тендером и концевых (с испытанием на паровозе магистральным давлением);
х) проверка работы ручного тормоза (расходить винт);
ц) смена предохранительных скоб рычажной передачи тормоза;
ч) устранение утечки воздуха с перестановкой соединений и укреплением воздухопровода (в период между промывками);
ш) набивка шаровых соединений между паровозом и тендером, и смена фильтров тендерного бака на паровозах с водоподогревом; на паровозах с конденсацией пара смену фильтров у тендерного бака силами паровозных бригад надо производить в период между промывками;
щ) крепление обшивки котла и цилиндров (кроме случаев, когда обшивка снимается для котельных и сварочных работ);
ы) крепление болтов шарниров Гука машины стокера;
э) крепление и смена ослабших болтов и гаек, постановка шплинтов и чек.
Прочистка отверстий водопробных краников, а также их промазка должны производиться во время каждой промывки. Притирка водопробных краников делается по мере надобности.
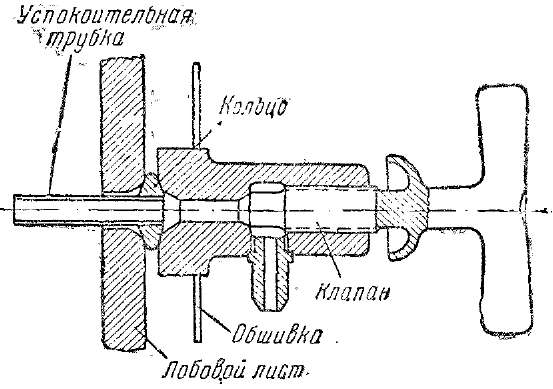
Для очистки отверстий водопробного краника его вывёртывают из корпуса и вставляют в отверстие корпуса специальный стержень-развёртку (длиной 200 мм). Вращая стержень и продвигая его внутрь, очищают отверстие до тех пор, пока стержень-развёртка не будет свободно проходить через отверстие корпуса краника и лобового листа (фиг. 133).
Фиг. 133. Водопробный краник
На паровозах серий ФД, ИС, Э и др. с кипятильными трубами водопробные краники имеют удлинённые успокоительные трубки. Поэтому стержень для их прочистки должен иметь длину не менее 400 мм.
Перед притиркой водопробных краников проверяют притирочные места костылика краника и его гнездо в корпусе. Если притирочные места повреждены, то в корпусе краника они восстанавливаются специальной шарошкой, а притирочное место костылика — проверкой на станке. Затем притирочные места смазывают смесью толчёного стекла с маслом и производят притирку.
| <<< | Оглавление | -331- | Указатель | >>> |