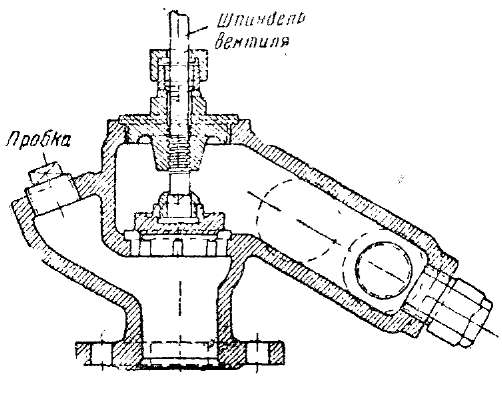
Фиг. 90. Колонка перегретого пара
| <<< | Оглавление | -174- | Указатель | >>> |
Второй циркуляционный рукав напорной линии от установки тёплой промывки присоединяется, как обычно, к крану на цилиндрической части котла (фиг. 92).
Фиг. 90. Колонка перегретого пара
Процесс промывки элементов в применении к паровозам серий ФД, ИС и М выполняется в следующем порядке.
1. Соединяют циркуляционные рукава тёплой промывки с котлом — два всасывающих рукава присоединяются обычным путём к кранам, установленным на кожухе топки, а нагнетательные рукава присоединяются, как указано выше, один к крану на цилиндрической части котла, а второй в колонке перегретого пара.
2. Плотно закрывают наружный регулятор и таким образом разъединяют объём пароперегревателя от машины паровоза.
3. Открывают полностью главный запорный вентиль на паровозах серий ФД и ИС или внутренний регулятор на паровозах серии М и таким путём соединяют объём пароперегревателя с паровым пространством котла.
4. Производят нормальное циркуляционное охлаждение котла, и одновременно происходит процесс промывки элементов.
5. Закончив расхолаживание котла, производят обычным путём его промывку, предварительно разъединив циркуляционный рукав напорной линии от колонки перегретого пара.
Наполнение котла водой при этом способе очистки элементов производится через коллектор пароперегревателя, после чего пробка на колонке перегретого пара ставится на своё место.
У паровозов серий Э, СО, Су , С и др., не имеющих наружного регулятора, очистка пароперегревателя посредством промывки элементов производится при помощи приспособления, предложенного т. Галкиным.
В этом случае оба циркуляционных рукава напорной линии присоединяются к специальным направляющим приспособлениям, вставленным в золотниковые коробки паровых машин. Горячая циркуляционная вода от установки тёплой промывки через направляющие приспособления поступает из золотниковых коробок в парорабочие грубы и оттуда через коллектор и элементы пароперегревателя про-
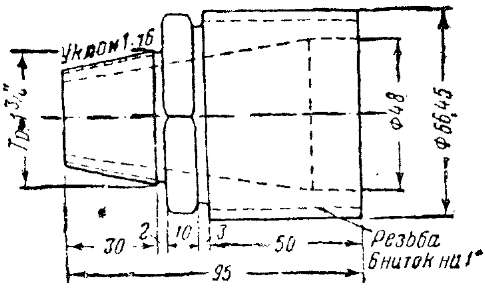
Фиг. 91. Переходной штуцер
| <<< | Оглавление | -174- | Указатель | >>> |